【第2章】第4節 電気使用設備①
1.交流アーク溶接機(1)
電気使用設備における電気災害の中でも、アーク溶接機による災害が後を絶たないのが現状です。使用する作業環境や使用場所などの条件が悪い場合も多い為、取り扱いにも一段と注意が必要とされます。
アーク溶接は電極棒と被溶接材を接触させアーク熱によって双方を溶かせて接合する方法です。
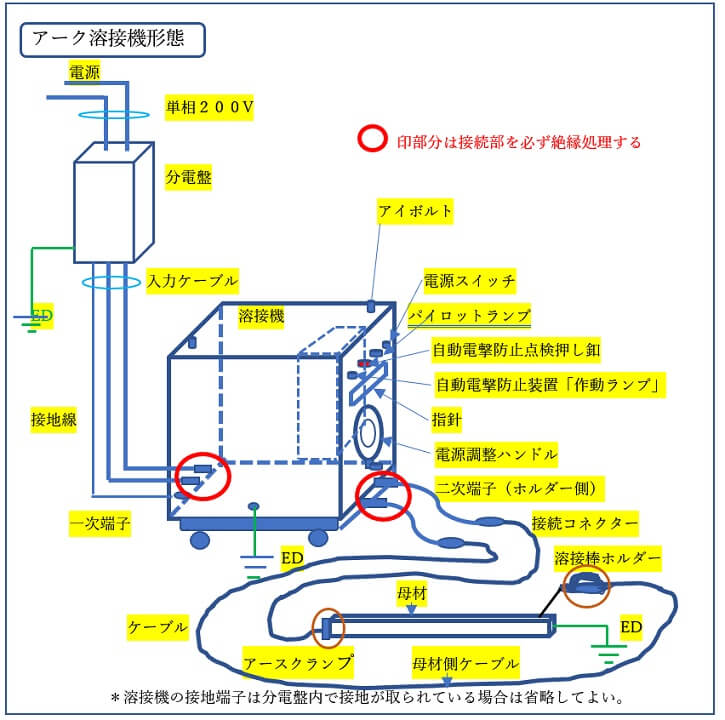
アーク溶接機の種類は直流溶接機と交流溶接機があり、溶接機本体・自動電撃防止装置・溶接棒ホルダー・アースクリップで構成されています。使用目的によって機器の一次電圧が異なりますが、一般的に入力側は交流200Vが多く使用されています。
なお、事業者は、アーク溶接機を使用する業務を労働者に行わせる場合は、安衛法令により定められた特別教育を実施する必要があります。
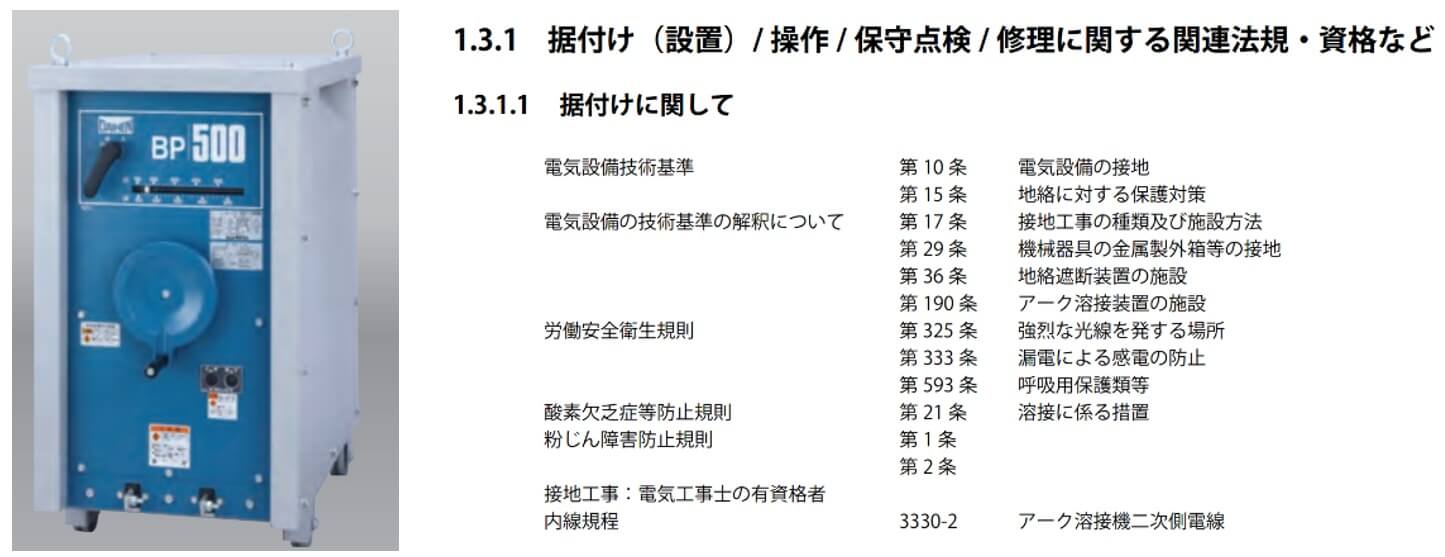 【参考】製品写真と取扱説明書中の据え付けに関し関連する法令
【参考】製品写真と取扱説明書中の据え付けに関し関連する法令
1)自動電撃防止装置
安衛則332条により、一定の条件下で交流アーク溶接等の作業を行う場合には、自動電撃防止装置の使用を義務付けられており、近年のアーク溶接機本体には内蔵型として納められています。アーク溶接時母材に溶接棒を接触させ溶接を開始すると80V程度、溶接中(アークが発している状態)にはアーク電圧を30V~40Vになる様に制御され、溶接棒を離すとアークが切れて1秒程度の後、自動電撃防止装置の制御回路の動作によって再び主回路が開かれ、溶接機の出力端子電圧が安全電圧迄低下します。
なお、交流アーク溶接機に電撃防止装置を付けて使用しなければならない場所については、次のように規定されています。(安衛則332条)
① 船舶の二重底又はピークタンクの内部その他導電体に囲まれた著しく狭隘な場所
② 墜落により労働者に危険を及ぼす高さが2m以上の場所で、鉄骨等導電性の高い接地物に労働者が接触する恐れのあるところ
また、電撃防止装置の動作確認は、テスト用押し釦を押してランプ点灯を確認します。直流、交流溶接機とも日常点検要領は共通事項として次の通りです。
使用前点検の確認項目
① ホルダーの絶縁部分破損の有無(絶縁被覆の状態)
② ケーブルの破損の有無
③ ケーブルと溶接機本体の接続端子部分の絶縁保護状態
④ アースクリップ・クランプと母材固定状態
2)溶接棒ホルダー

溶接棒ホルダーは感電の危険を考慮し、導電部分が絶縁物で被覆されていますが、
使用している溶接棒が短くなると溶接時のアークの高熱によって絶縁物が焼損し、欠損や脱落して充電部が露出するなど危険な状態となることがあります。
3)アースクリップ

アースクリップ(帰線クランプ)は一般的にバネ式ですが場合によってボルト式も使用します。
溶接作業着手前には、溶接母材に電流を流す為に母材表面の汚れなどを落として確実に取り付けます。
溶接棒接触点とアースクリップ間は回路となり電流が流れるため、接触による感電災害を起こす恐れがあり、取付位置には十分な配慮が必要です。
交流アーク溶接機の使用前に留意すべき事項について、再度確認を行ってください。
参考:アーク溶接機に使用する二次側ケーブルの太さ(内線規程3330-2表による)
| 二次電流(A) | 溶接用ケーブル又はその他のケーブル |
|---|---|
| 100A以下 | 14mm² |
| 150A以下 | 22mm² |
| 250A以下 | 38mm² |
| 400A以下 | 60mm² |
| 600A以下 | 100mm² |
(備考)1.上記一覧表において使用ケーブルの長さによって太さは変わる。
2.定格使用率が50%の場合を示す。
受講者様のご希望に合わせ、以下のタイプの講習会もご用意しています
このページをシェアする
講習会をお探しですか?